













































































































































技術(shù)中心2024-12-21
加工中心在加工模具的過(guò)程中,對(duì)精度和曲面的加工質(zhì)量要求越來(lái)越高,為保證模具加工質(zhì)量,我們應(yīng)從機(jī)床的選擇、刀柄的選擇、刀具的選擇、加工方案、程序生成、操作者要求等方面進(jìn)行考慮。
1.選用高精高速加工中心
隨著產(chǎn)品設(shè)計(jì)要求的提高與高速高精度加工技術(shù)的發(fā)展日益成熟,從而極大地提高了模具數(shù)控加工質(zhì)量與極大的提高了模具加工速度、減少了加工工序、縮短了模具的生產(chǎn)周期與裝夾次數(shù),有時(shí)可以消除耗時(shí)的鉗工修復(fù)工作。模具的高速高精度加工逐漸成為模具生產(chǎn)企業(yè)技術(shù)改造的重要內(nèi)容之一,高速數(shù)控加工中心取代傳統(tǒng)低速加工已成為必然,并且模具制造技術(shù)的發(fā)展也將帶給我們*加豐富的產(chǎn)品體驗(yàn)。
2.采用合適的刀柄結(jié)構(gòu)
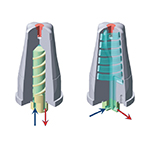
高速高精度加工中心的使用,也將帶動(dòng)相關(guān)工藝裝備的*新。特別是刀具對(duì)數(shù)控加工質(zhì)量、刀柄的影響將變得突出。在回轉(zhuǎn)類刀具加工系統(tǒng)中,夾頭與機(jī)床 ( 或其組合體 ) 的連接緊密,才能保證刀具加工性能的實(shí)現(xiàn)。一般經(jīng)常使用的機(jī)床與刀柄的接口有HSK中空刀柄和BT型工具刀柄等兩類。機(jī)床主軸與BT刀柄的錐柄接口錐度為 24 :7,傳統(tǒng)的低速加工適合使用這種刀柄連接方式,由于 BT 刀柄與機(jī)床主軸只是錐面配合,在高轉(zhuǎn)速離心力作用下將使錐面配合間隙增大,從而影響數(shù)控加工質(zhì)量。一般當(dāng)主軸轉(zhuǎn)速超過(guò) 16000 轉(zhuǎn) / 分,我們將需要采用 HSK 中空柄,HSK 刀桿定位結(jié)構(gòu)為過(guò)定位,提供與機(jī)床標(biāo)準(zhǔn)連接,在機(jī)床拉力作用下,保證刀桿短錐和端面與機(jī)床緊密配合。
3.選擇合適加工的刀具
刀具的合理使用和選擇將是影響數(shù)控加工質(zhì)量的重要因素。硬質(zhì)合金刀具被越來(lái)越廣的應(yīng)用,高速加工中涂層硬質(zhì)合金將代替大部分鋒鋼刀具,包括鉸刀、球頭刀、鏜刀等簡(jiǎn)單刀具,涂層硬質(zhì)合金將在高速加工刀具材料中起到重要作用,應(yīng)用到常規(guī)大部分的加工領(lǐng)域中。
通常我們知道在粗加工中我們會(huì)選用大直徑的刀具進(jìn)行加工,為節(jié)約成本和降低刀具制造難度,我們會(huì)采用機(jī)夾式硬質(zhì)合金刀片 ,盡量使粗加工排屑多;在半精加工中采用高轉(zhuǎn)速高進(jìn)給的鑲片刀具,使半精加工走刀快;在精加工時(shí)盡量采用高精度圓頭鏡面刀片于硬質(zhì)合金刀桿來(lái)保證刀具與刀桿的強(qiáng)度,這樣將可在保正加工精度的同時(shí)節(jié)省選用整體合金刀具的昂貴費(fèi)用。在加工中我們還需要注意精加工零件上的內(nèi)輪廓圓角半徑必須大于或等于刀具的半徑,選用半徑小于拐角處圓角半徑的刀具以圓弧插補(bǔ)的方式或斜線插補(bǔ)的方式進(jìn)行加工,這樣可以避免采用直線插補(bǔ)而出現(xiàn)過(guò)切現(xiàn)象,保證模具精加工質(zhì)量。
4.數(shù)控工藝方案
在高速高精度加工中數(shù)控工藝方案的設(shè)計(jì)重要性被提到了*高的地位,必須對(duì)加工的全過(guò)程進(jìn)行控制,任何失誤都會(huì)對(duì)模具質(zhì)量產(chǎn)生嚴(yán)重的影響,因此工藝方案將會(huì)對(duì)加工質(zhì)量起到?jīng)Q定性的作用。數(shù)控加工工藝設(shè)計(jì)可以認(rèn)為是由零件毛坯到零件加工成型間的一系統(tǒng)工藝方案的狀態(tài)掌控。 好的工藝方案在整個(gè)設(shè)計(jì)過(guò)程中是比較困難的,需要經(jīng)過(guò)不斷的實(shí)踐總結(jié)與修改后才能得到,在設(shè)計(jì)過(guò)程中要考慮的大量信息,信息之間的關(guān)系又極為錯(cuò)綜復(fù)雜,這必須通過(guò)程序設(shè)計(jì)員的實(shí)際工作經(jīng)驗(yàn)來(lái)進(jìn)行保證。因此工藝方案的設(shè)計(jì)質(zhì)量主要取決于技術(shù)人員的經(jīng)驗(yàn)和水平。
通常一份完整的數(shù)控加工工藝規(guī)劃,大概包括如下內(nèi)容:
1)數(shù)控機(jī)床選擇。
2)加工方法選擇。
3)確定零件的裝夾方式并選擇夾具。
4)定位方法。
5)檢驗(yàn)要求及檢驗(yàn)方法。
6)選擇刀具。
7)加工中的誤差控制和公差控制。
8)定義數(shù)控工序。
9)數(shù)控工序排序。
10)切削參數(shù)選擇。
11)編制數(shù)控工藝程序單。
5.CAM軟件
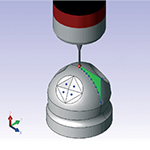
一款好的軟件也可以提高模具的加工質(zhì)量和效率,如UniGraphics 和 CIMIAMTRON ,都是很好的模具加工軟件,尤其是兩種軟件豐富實(shí)用的不同加工策略,在數(shù)控銑加工編程、車加工編程、電火花線切割編程都被廣泛使用,互相補(bǔ)充使數(shù)控加工的質(zhì)量和效率得到了很大的提高。 CIMIAMTRON在偏置區(qū)域清除粗加工時(shí)可以加入螺旋功能,將使實(shí)際切削時(shí)變得*加平穩(wěn),消除了相鄰刀路之間連接的進(jìn)刀方向突變,減少切削進(jìn)給的加速和減速,保持*穩(wěn)定的切削負(fù)荷,延長(zhǎng)了刀具壽命,對(duì)機(jī)床也起到了很好的保護(hù)作用。
軟件它也只是一個(gè)工具,一個(gè)優(yōu)秀的編程人員都具有豐富的現(xiàn)場(chǎng)機(jī)械加工經(jīng)驗(yàn)和理論知識(shí),同時(shí)熟練掌握軟件功能的數(shù)控程序設(shè)計(jì)者,人才是模具數(shù)控加工中的決定因素,對(duì)數(shù)控加工的質(zhì)量和效率起到關(guān)鍵作用。為此建立完善的程序設(shè)計(jì)員培養(yǎng)體系。首先設(shè)計(jì)員都要先在數(shù)控操作的崗位上實(shí)習(xí)一段時(shí)間,經(jīng)過(guò)嚴(yán)格操作考核合格后方能進(jìn)行數(shù)控程序的設(shè)計(jì)培訓(xùn)。為了保證模具的數(shù)控加工質(zhì)量,就必須有好的數(shù)控程序。
6.操作者
加工中心操作者是數(shù)控加工的執(zhí)行人,他們對(duì)數(shù)控加工質(zhì)量的控制也是很明顯的。他們?cè)趫?zhí)行加工任務(wù)的過(guò)程中對(duì)機(jī)床、刀柄、刀具、加工工藝、軟件和切削參數(shù)的實(shí)時(shí)狀態(tài)*了解,他們的各項(xiàng)操作對(duì)數(shù)控加工影響*直接,所以加工中心操作者的技能和責(zé)任心也是提高數(shù)控加工質(zhì)量關(guān)鍵因素!
總結(jié):雖然加工中心等硬件設(shè)備是很關(guān)鍵的,但人才是影響數(shù)控加工質(zhì)量的決定性因素,因?yàn)槌绦蛟O(shè)計(jì)員和機(jī)床操作者的職業(yè)道德、技能水平、崗位責(zé)任心確定了各種先進(jìn)設(shè)備能夠發(fā)揮出多大的效能。我們一定要重視加工的各個(gè)環(huán)節(jié),尤其是人的要素,才能使數(shù)控加工中心模具加工越來(lái)越廣泛。






